
1. سینڈنگ بیلٹ کے بنیادی ساختی عناصر:
سینڈنگ بیلٹ عام طور پر تین بنیادی عناصر پر مشتمل ہوتے ہیں: بیس میٹریل، بائنڈر اور رگڑنے والے۔
بیس مواد: کلاتھ بیس، پیپر بیس، کمپوزٹ بیس۔
بائنڈر: جانوروں کی گلو، نیم رال، مکمل رال، پانی مزاحم مصنوعات.
کھرچنے والے: براؤن کورنڈم، سلکان کاربائیڈ، زرکونیم کورنڈم، سیرامکس، کیلکائنڈ، مصنوعی ہیرا۔
مشترکہ طریقہ: فلیٹ جوائنٹ، لیپ جوائنٹ، بٹ جوائنٹ۔
2. سینڈنگ بیلٹ کے استعمال کی حد:
(1)۔پینل پروسیسنگ انڈسٹری: کچی لکڑی، پلائیووڈ، فائبر بورڈ، پارٹیکل بورڈ، وینیر، فرنیچر، تعمیراتی مواد اور دیگر؛
(2)۔دھاتی پروسیسنگ کی صنعت: الوہ دھاتیں، فیرس دھاتیں،؛
(3)۔سرامکس، چمڑے، فائبر، پینٹ، پلاسٹک اور ربڑ کی مصنوعات، پتھر اور دیگر صنعتیں۔
3. سینڈنگ بیلٹ کا انتخاب:
سینڈنگ بیلٹ کو صحیح اور معقول طریقے سے منتخب کرنا نہ صرف اچھی پیسنے کی کارکردگی حاصل کرنا ہے بلکہ سینڈنگ بیلٹ کی سروس لائف پر بھی غور کرنا ہے۔سینڈنگ بیلٹ کو منتخب کرنے کی بنیادی بنیاد پیسنے کے حالات ہیں، جیسے پیسنے والی ورک پیس کی خصوصیات، پیسنے والی مشین کی حالت، ورک پیس کی کارکردگی اور تکنیکی ضروریات، اور پیداوار کی کارکردگی۔دوسری طرف، اسے سینڈنگ بیلٹ کی خصوصیات سے منتخب کیا جانا چاہئے.
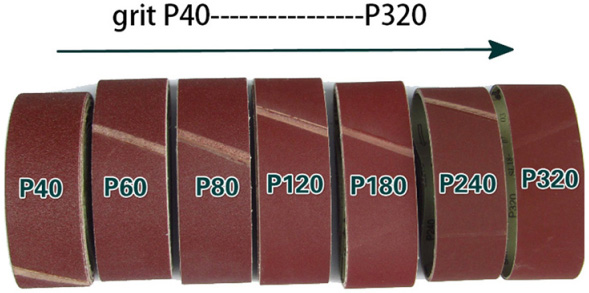
(1)۔اناج کے سائز کا انتخاب:
عام طور پر، کھرچنے والے اناج کے سائز کا انتخاب پیسنے کی کارکردگی اور ورک پیس کی سطح کی تکمیل پر غور کرنا ہے۔مختلف ورک پیس مواد کے لیے، کھردرے پیسنے، درمیانی پیسنے اور باریک پیسنے کے لیے سینڈنگ بیلٹ کے دانوں کے سائز کی حدود درج ذیل جدول میں دکھائی گئی ہیں۔
| ورک پیس مواد | کھردرا پیسنا | درمیانی پیسنا | باریک پیسنا | پیسنے کا طریقہ |
| سٹیل | 24-60 | 80-120 | 150-W40 | خشک اور گیلا |
| الوہ دھاتیں۔ | 24-60 | 80-150 | 180-W50 | خشک اور گیلا |
| لکڑی | 36-80 | 100-150 | 180-240 | خشک |
| شیشہ | 60-120 | 100-150 | 180-W40 | گیلا |
| پینٹ | 80-150 | 180-240 | 280-W20 | خشک اور گیلا |
| چمڑا | 46-60 | 80-150 | 180-W28 | خشک |
| ربڑ | 16-46 | 60-120 | 150-W40 | خشک |
| پلاسٹک | 36-80 | 100-150 | 180-W40 | گیلا |
| سیرامکس | 36-80 | 100-150 | 180-W40 | گیلا |
| پتھر | 36-80 | 100-150 | 180-W40 | گیلا |
(2)بائنڈر کا انتخاب:
مختلف بائنڈر کے مطابق، سینڈنگ بیلٹس کو چار اقسام میں تقسیم کیا جا سکتا ہے: جانوروں کے گلو سینڈنگ بیلٹس (جسے عام طور پر خشک سینڈنگ بیلٹ کہا جاتا ہے)، نیم رال سینڈنگ بیلٹس، مکمل رال سینڈنگ بیلٹس اور پانی سے بچنے والے سینڈنگ بیلٹس۔درخواست کی حد درج ذیل ہے:
① جانوروں کے گلو بیلٹ سستے اور تیار کرنے میں آسان ہیں، اور بنیادی طور پر کم رفتار پیسنے کے لیے موزوں ہیں۔
② نیم رال سینڈنگ بیلٹ جانوروں کی گلو سینڈنگ بیلٹ کی خراب نمی مزاحمت اور گرمی کے خلاف مزاحمت کے نقصانات کو بہتر بناتی ہے، بانڈنگ کی کارکردگی کو بہت بہتر کرتی ہے، اور قیمت میں تھوڑا سا اضافہ ہونے پر پیسنے کی کارکردگی دوگنی ہوجاتی ہے۔یہ بڑے پیمانے پر دھاتی اور غیر دھاتی پیسنے میں استعمال کیا جاتا ہے، خاص طور پر لکڑی اور چمڑے کی پروسیسنگ کی صنعت میں زیادہ مقبول ہے.
③ آل ریزن سینڈنگ بیلٹ اعلیٰ معیار کی مصنوعی رال\اعلی طاقت والے سوتی کپڑے اور اعلیٰ قسم کے ابراسیو سے بنی ہے۔قیمت نسبتاً زیادہ ہے، لیکن یہ لباس مزاحم ہے اور مضبوطی سے گراؤنڈ ہو سکتا ہے۔یہ کام پر منحصر ہے جب تیز رفتار آپریشن، بڑی کٹنگ، اور اعلی صحت سے متعلق پیسنے کی ضرورت ہوتی ہے۔مندرجہ بالا تین قسم کے سینڈنگ بیلٹس خشک پیسنے کے لیے موزوں ہیں، اور تیل میں بھی گراؤنڈ ہو سکتے ہیں، لیکن یہ پانی کے خلاف مزاحم نہیں ہیں۔
④ اوپر بیان کردہ سینڈنگ بیلٹس کے مقابلے میں، پانی سے بچنے والی سینڈنگ بیلٹس میں خام مال اور زیادہ پیچیدہ مینوفیکچرنگ عمل کے لیے زیادہ تقاضے ہوتے ہیں، جس کے نتیجے میں کم پیداوار اور قیمتیں زیادہ ہوتی ہیں۔اس میں رال سینڈنگ بیلٹ کی خصوصیات ہیں، اور یہ براہ راست واٹر کولنٹ پیسنے کے لیے بھی استعمال کیا جا سکتا ہے۔
(3)۔بنیادی مواد کا انتخاب:
کاغذی بنیاد
سنگل لیئر ہلکا پھلکا کاغذ 65-100g/m2 ہلکا، پتلا، نرم، کم تناؤ کی طاقت، اور کم قیمت ہے۔یہ زیادہ تر باریک پیسنے یا درمیانے درجے کے پیسنے کے لیے استعمال ہوتا ہے، جو دستی یا کمپن والی سینڈنگ مشین کے لیے موزوں ہے۔پیچیدہ شکل کے ورک پیس کو پالش کرنا، خم دار لکڑی کے برتنوں کو سینڈ کرنا، دھات اور لکڑی کی تکمیل کو پالش کرنا، اور درست آلات اور میٹروں کو پیسنا وغیرہ۔
کثیر پرت درمیانے سائز کا کاغذ 110-130g/m2 موٹا، لچکدار، اور ہلکے وزن والے کاغذ سے زیادہ تناؤ کی طاقت رکھتا ہے۔شیٹ کے سائز کا اور رول کے سائز کا سینڈ پیپر بنانے کے لیے دستی یا ہاتھ سے پکڑی ہوئی پالش کرنے والی مشینوں کے لیے استعمال کیا جاتا ہے۔دھاتی ورک پیسوں کو صاف کرنا اور پالش کرنا، لکڑی کے فرنیچر کو سینڈ کرنا، پرائمر پوٹی کو پالش کرنا، لاک کو مشین سے پالش کرنا، گھڑی کے کیسز اور آلات کو پالش کرنا وغیرہ۔
ملٹی لیئر ہیوی ڈیوٹی پیپر 160-230g/m2 موٹا، لچکدار، زیادہ تناؤ کی طاقت، کم لمبا، اور زیادہ سختی ہے۔مشینی کے لئے کاغذ سینڈنگ بیلٹ تیار کرنے کے لئے استعمال کیا جاتا ہے.یہ ڈرم سینڈر، وسیع بیلٹ سینڈر اور جنرل بیلٹ گرائنڈر کے لیے موزوں ہے، بنیادی طور پر پلائیووڈ، پارٹیکل بورڈ، فائبر بورڈ، چمڑے اور لکڑی کے سامان کی پروسیسنگ۔
کپڑے کی بنیاد
ہلکا پھلکا کپڑا (ٹول)، بہت نرم، ہلکا اور پتلا، معتدل تناؤ کی طاقت۔دستی یا کم بوجھ والی مشین کے استعمال کے لیے۔دھات کے پرزے پیسنے اور زنگ کو ہٹانا، پالش کرنا، ڈرم سینڈنگ مشین پلیٹ پروسیسنگ، سلائی مشین فریم پروسیسنگ، لائٹ ڈیوٹی سینڈنگ بیلٹس۔
درمیانے سائز کا کپڑا (موٹے ٹوائل)، اچھی لچک، موٹی اور زیادہ تناؤ کی طاقت۔جنرل مشین سینڈنگ بیلٹ، اور ہیوی ڈیوٹی سینڈنگ بیلٹ، جیسے فرنیچر، ٹولز، الیکٹرک آئرن، ریت اسٹیل کی چادریں، اور انجن بلیڈ کی قسم پیسنے والی۔
ہیوی ڈیوٹی کپڑا (ساٹن) موٹا ہوتا ہے اور تانے کی سمت کی نسبت ویفٹ سمت میں زیادہ طاقت رکھتا ہے۔یہ ہیوی ڈیوٹی پیسنے کے لیے موزوں ہے۔بڑے رقبے کی پلیٹوں کی پروسیسنگ کے لیے استعمال کیا جاتا ہے۔
جامع بنیاد
خاص طور پر موٹی، اعلی طاقت، اینٹی شیکن، اینٹی ٹینسائل اور اینٹی ٹوٹنا۔ہیوی ڈیوٹی سینڈنگ بیلٹ، خاص طور پر گیلوٹین بورڈ، فائبر بورڈ، پلائیووڈ اور جڑی ہوئی فرش وغیرہ کی پیسنے والی پروسیسنگ کے لیے موزوں ہے۔ اسٹیل کا کاغذ انتہائی موٹا ہے، اعلی طاقت، کم لمبا اور اچھی گرمی کی مزاحمت کے ساتھ۔بنیادی طور پر ریت ڈسک، ویلڈنگ سیون، مورچا ہٹانے، دھات کی جلد اور آکسائڈ پرت ہٹانے، وغیرہ کے لیے استعمال کیا جاتا ہے۔
4. کھرچنے والی چیزوں کا انتخاب:
عام طور پر یہ زیادہ ٹینسائل طاقت کے ساتھ ورک پیس کا مواد ہوتا ہے۔زیادہ سختی، زیادہ دباؤ کے خلاف مزاحمت، کرشنگ کے خلاف مضبوط مزاحمت، اعلی درجہ حرارت کی مزاحمت اور کیمیائی استحکام کے ساتھ کورنڈم کھرچنے والے کا انتخاب کریں۔

دھاتی اور غیر دھاتی ورک پیس کے لیے کم تناؤ کی طاقت اور زیادہ سختی کے ساتھ، زیادہ سختی، زیادہ ٹوٹ پھوٹ اور نزاکت کے ساتھ سلکان کاربائیڈ ابراسیوز کا انتخاب کریں، جیسے: شیشہ، پیتل، چمڑا، ربڑ، سیرامکس، جیڈ، پارٹیکل بورڈ، فائبر بورڈ وغیرہ۔

5. سینڈنگ بیلٹ کے استعمال سے پہلے علاج:
سینڈنگ بیلٹ کا استعمال کرتے وقت، چلنے کی سمت سینڈنگ بیلٹ کے پیچھے نشان زدہ سمت کے مطابق ہونی چاہیے، تاکہ آپریشن کے دوران سینڈنگ بیلٹ کو ٹوٹنے یا پروسیسنگ پلانٹ کے ورک پیس کی سطح کے معیار کو متاثر ہونے سے روکا جا سکے۔سینڈنگ بیلٹ کو پیسنے سے پہلے چند منٹ کے لیے گھمایا جانا چاہیے، اور جب سینڈنگ بیلٹ معمول کے مطابق چل رہی ہو تو پیسنا شروع کر دینا چاہیے۔

سینڈنگ بیلٹ کو استعمال سے پہلے معطل کر دینا چاہیے، یعنی بغیر پیک شدہ سینڈنگ بیلٹ کو 100-250 ملی میٹر قطر کے پائپ پر لٹکا دیا جائے اور اسے 2 سے 3 دن تک لٹکا دیا جائے۔پائپ کے قطر کا انتخاب سینڈنگ بیلٹ کے اناج کے سائز کے مطابق کیا جانا چاہئے۔لٹکتے وقت، جوائنٹ پائپ کے اوپری سرے پر ہونا چاہیے اور پائپ افقی ہونا چاہیے۔
پوسٹ ٹائم: جون-03-2019